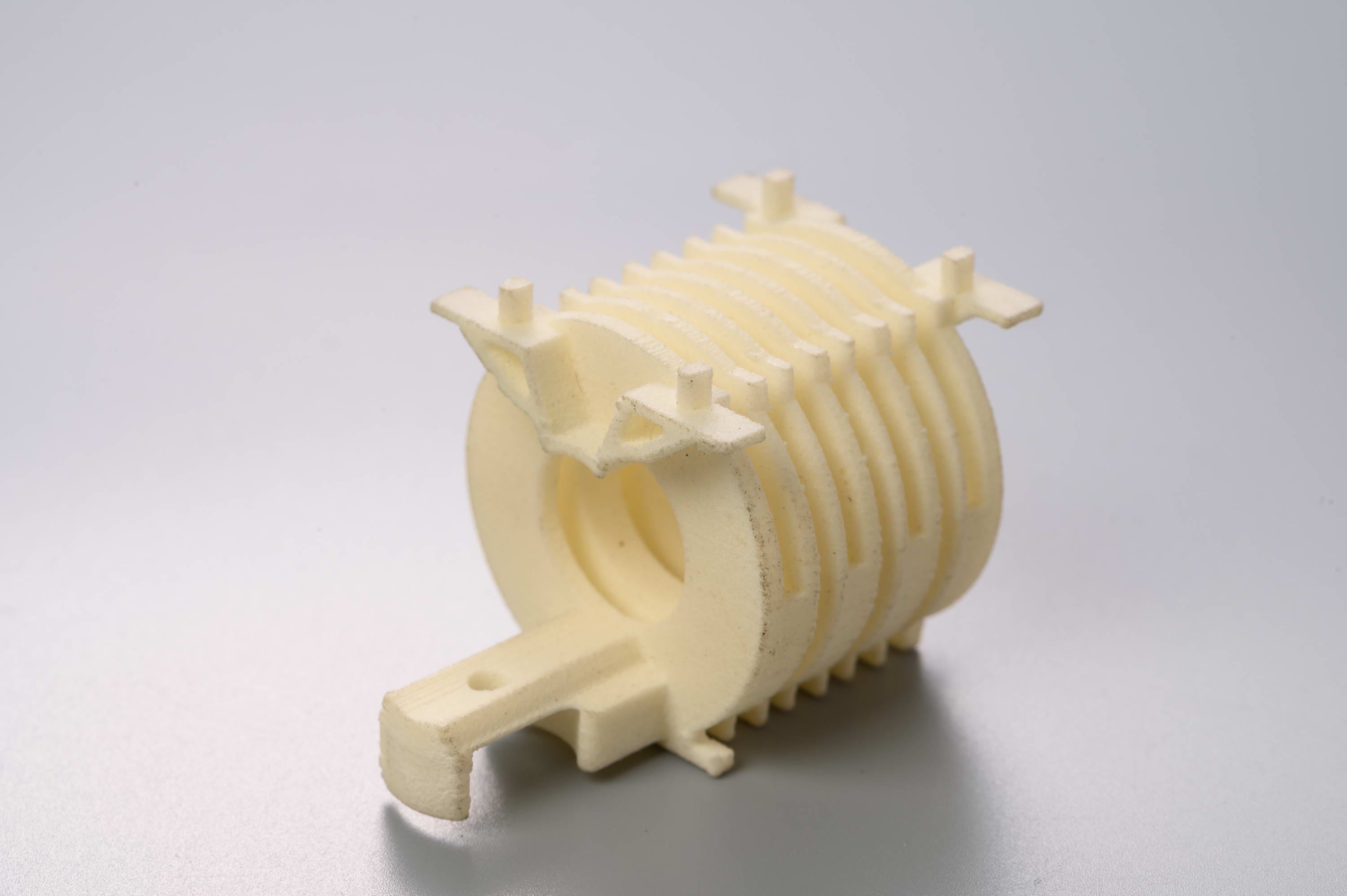
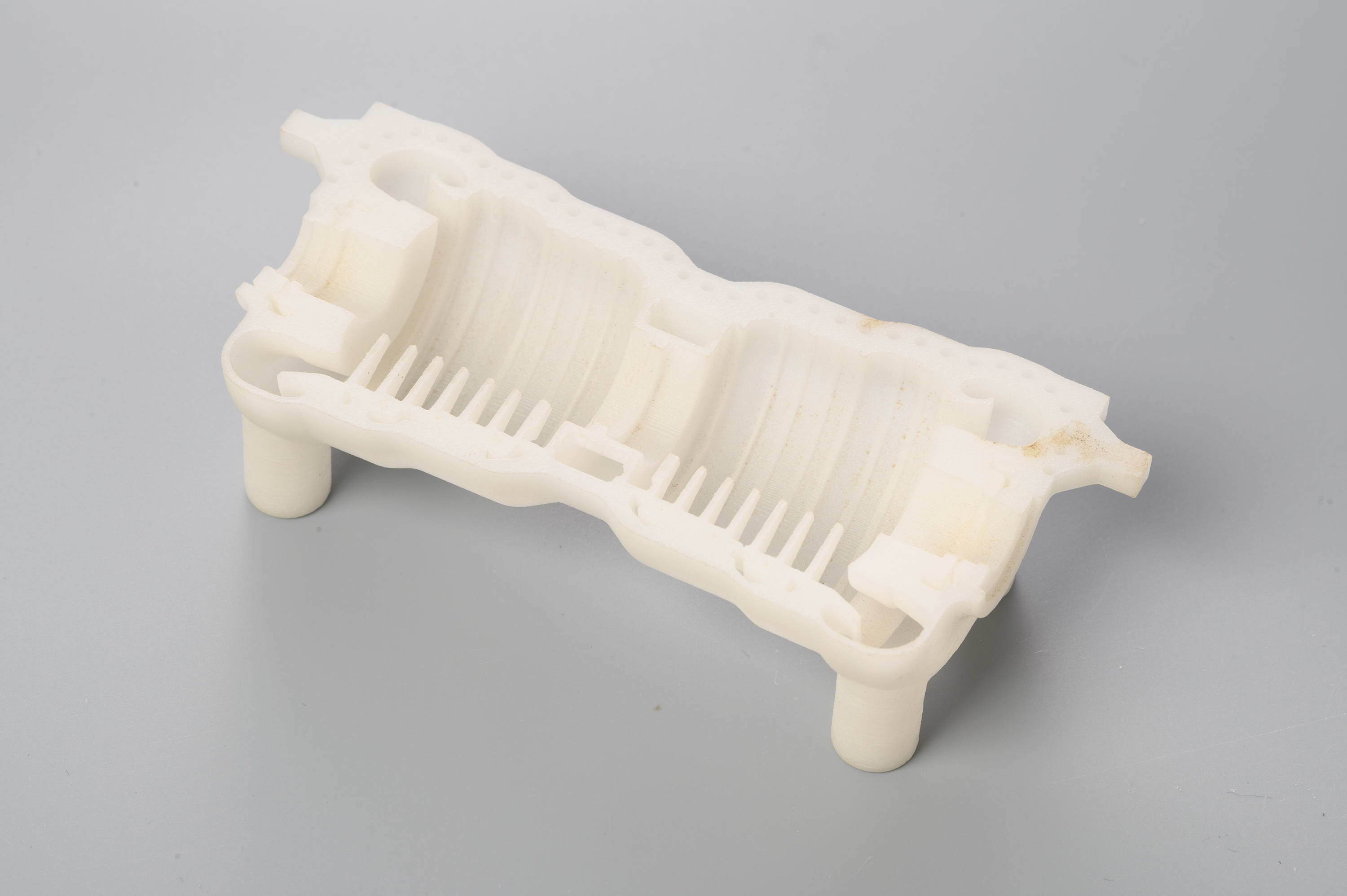
粉末焼結積層造形 粉末焼結積層造形(SLS)とは、樹脂粉末をレーザー熱源により逐次溶融し焼結し、そして積層することで成形する手法です。Selective Laser Sintering技術(選択的レーザー焼結法)を用いた積層造形装置であり、三次元CADデータ(Solid Modeler)から直接に組み付け可能な高靭性モデルの試作品が造形できます。 材料のPA(ナイロン)は造形品の密度が高く面粗度が良好であること、且つ価格も安価なことから人気を博しており、造形サービスの主力材料となっております。造形モデルには付加加工として塗装処理、表面仕上げ処理、樹脂含侵処理、接着作業なども実施しています。 なお、大型品等の場合貼り合わせ加工が必要になりますが、標準仕様で弊社独自技術によるインローにてつなぎ合わせることにより、高強度・高精度の大型製品をお届けすることが可能です。接着治具も内製で製作しています。 加工事例 コイル部品 機械部品 車両関連部品 3Dプリンタでの造形 弊社で利用している3Dプリンタ(F300S-PRO)の最大の特徴は、パートベットが全く動かない機構を採用していることです。これにより、樹脂射出ノズルが全方向に稼働し、パートベットが動くことによるズレを防ぐとともに、Z方向のキャリブレーション回数を極力抑えることができます。また、5mm厚ジュラルミン製パートベットを採用し、強靭な剛性をもたらしています。さらに、制御基板から独立した電源のシリコンラバーヒーターとのコンビで、迅速な温度上昇と安定した造形品質をもたらします。 装置スペック 造形方式:熱溶融堆積積層 造形サイズ:300×300×300mm(XYZ) 積層ピッチ:0.05~0.3mm 使用材料:ABS/PLA/HIPS/エラストマ系(φ1.75mm) 入力データ:STL、OBJ、GCODE 加工事例 飲食店キャラクター ざまりん ギア(サンプル品)